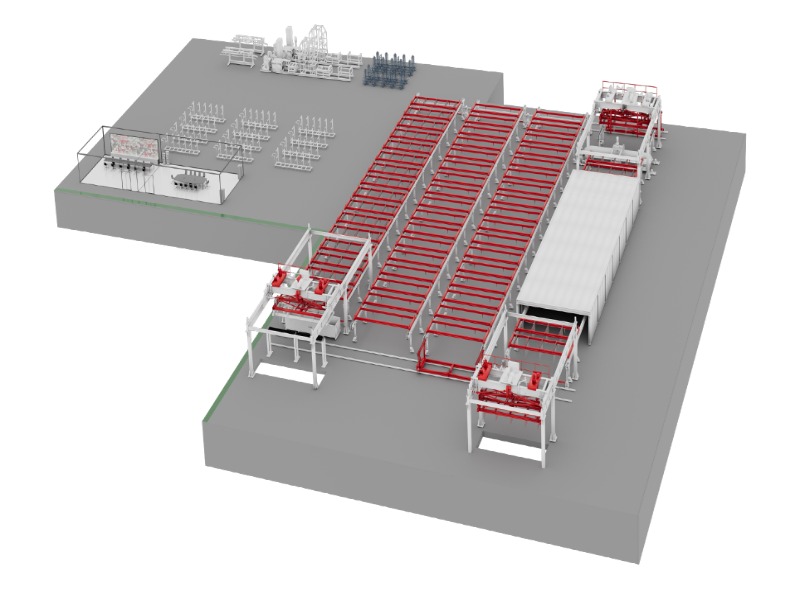
Ang pandaigdigang industriya ng konstruksiyon ay sumasailalim sa isang paradigm shift tungo sa napapanatiling, magaan, at may mataas na pagganap na mga materyales sa gusali. Nangunguna sa ebolusyong ito ang Autoclaved Aerated Concrete (AAC), isang precast masonry na produkto na nag-aalok ng pambihirang thermal insulation at structural integrity. Ang kahusayan at kalidad ng materyal na ito ay ganap na idinidikta ng katumpakan ng AAC block production line .
Paghahanda ng Hilaw na Materyal at Pagproseso ng Slurry
Ang pundasyon ng anumang linya ng produksyon ng block ng AAC ay nagsisimula sa masusing paghahanda ng mga hilaw na materyales. Karaniwang kinabibilangan ng mga pangunahing sangkap ang siliceous na materyales (gaya ng fly ash o quartz sand) at calcareous na materyales (dayap at semento).
Sa unang yugto, ang buhangin o fly ash ay hinahalo sa tubig at pinoproseso sa isang ball mill upang lumikha ng isang pinong slurry. Sabay-sabay, ang kalamansi at dyipsum ay dinudurog at pinupulbos upang maging pinong pulbos. Ang pagkakapare-pareho at pamamahagi ng laki ng butil sa yugtong ito ay kritikal, dahil naiimpluwensyahan nila ang kemikal na reaksyon sa panahon ng kasunod na proseso ng foaming. Ang naprosesong slurry ay iniimbak sa malalaking tangke ng agitation upang maiwasan ang sedimentation, na tinitiyak ang isang tuluy-tuloy na supply para sa dosing system.
Precision Dosing, Mixing, at Paghahagis
Kapag naihanda na ang mga hilaw na materyales, inililipat ang mga ito sa dosing at mixing unit—ang "utak" ng AAC block production line. Ang yugtong ito ay nangangailangan ng katumpakan upang mapanatili ang mga katangian ng istruktura ng panghuling produkto.
Ang dosing system ay gumagamit ng mga automated na timbangan upang timbangin ang slurry, lime, semento, at aluminum powder ayon sa isang paunang natukoy na formula. Ang mga sangkap na ito ay pagkatapos ay ilalabas sa isang high-speed mixer. Ang pagdaragdag ng aluminum powder ay nagsisilbing gas-forming agent. Kapag ang alkaline na dayap at semento ay tumutugon sa aluminyo, ang hydrogen gas ay inilalabas, na lumilikha ng milyun-milyong maliliit, magkatulad na mga butas sa loob ng pinaghalong.
Pagkatapos ng masinsinang paghahalo, ang likidong batch ay inihagis sa malalaking hulma ng bakal. Ang proseso ng paghahagis na ito ay dapat isagawa sa isang kapaligirang kontrolado ng temperatura upang matiyak na ang reaksyong kemikal ay nagsisimula nang pantay.
Pre-curing at Rising (The Green Stage)
Kasunod ng proseso ng paghahagis, ang mga hulma ay dinadala sa isang pre-curing chamber. Sa panahong ito, ang pinaghalong "tumataas" tulad ng tinapay habang ang hydrogen gas ay nagpapalawak ng volume. Ang yugtong ito ay karaniwang tumatagal ng ilang oras sa ilalim ng mga partikular na antas ng temperatura at halumigmig.
Sa pagtatapos ng pre-curing, ang materyal ay umabot sa tinatawag na "green cake" na yugto. Ang mga bloke ay sapat na matatag upang hawakan at gupitin ngunit mananatiling sapat na malambot upang hiwain gamit ang mga wire na katumpakan. Ang integridad ng linya ng produksyon ng block ng AAC ay lubos na nakasalalay sa katatagan ng yugtong ito ng pre-curing upang maiwasan ang mga panloob na bitak o mga deformidad sa istruktura.
High-Precision na Paggupit at Paghubog
Ang yugto ng pagputol ay marahil ang nakikitang kahanga-hangang bahagi ng linya ng produksyon ng AAC block. Ang isang dedikadong crane ay nagde-molds ng berdeng cake at inilalagay ito sa isang cutting machine.
Ang mga modernong linya ng produksyon ay gumagamit ng dual-axis cutting system:
- Pahalang na Pagputol: Hiwain ng mga bakal na wire ang cake sa nais na kapal at taas.
- Vertical/Cross Pagputol: Ang cake ay pinutol sa mga tiyak na haba.
Ang prosesong ito ay nagbibigay-daan para sa paglikha ng mga bloke, panel, at lintel na may napakahigpit na mga pagpapaubaya. Dahil ang materyal ay nasa "berde" na estado pa rin nito, ang anumang basura na nabuo sa panahon ng pagputol ay maaaring i-recycle pabalik sa yugto ng paghahanda ng slurry, na ginagawa ang linya ng produksyon ng block ng AAC na isa sa mga eco-friendly na proseso ng pagmamanupaktura sa industriya.
Autoclaving: Ang Hydrothermal Reaction
Ang pagtukoy sa katangian ng AAC ay ang proseso ng autoclaving. Ang mga cut block ay inilalagay sa isang malaking pressure vessel na kilala bilang isang autoclave. Dito, sila ay sumasailalim sa high-pressure steam (karaniwang 10 hanggang 12 bar) at mataas na temperatura (sa paligid ng 180°C hanggang 190°C) sa loob ng humigit-kumulang 10 hanggang 12 oras.
Sa ilalim ng mga hydrothermal na kondisyon na ito, ang silica at calcium ay tumutugon upang bumuo ng Tobermorite—isang mala-kristal na istraktura na nagbibigay sa AAC ng kakaibang lakas, katatagan, at paglaban sa sunog. Kung wala ang tiyak na pagbabagong kemikal na ito, ang mga bloke ay magkukulang sa kapasidad na nagdadala ng pagkarga na kinakailangan para sa modernong konstruksiyon.
Pangwakas na Pagproseso at Kontrol sa Kalidad
Matapos makumpleto ang autoclaving cycle, ang mga bloke ay pinalamig at inilipat sa linya ng paghihiwalay at packaging. Dahil ang mga bloke ay maaaring bahagyang magkadikit sa isa't isa sa panahon ng mataas na presyon ng proseso ng pagluluto, ang isang "separator" ay kadalasang ginagamit upang malumanay na hatiin ang mga ito.
Ang huling yugto ng linya ng produksyon ng block ng AAC ay nagsasangkot ng mahigpit na inspeksyon sa kalidad. Sinusuri ang mga bloke para sa katumpakan ng dimensional, lakas ng compressive, at dry density. Kapag na-verify na, ang mga bloke ay palletize at paliitin-balot para sa transportasyon.
Talahanayan ng Teknikal na Buod
Ang sumusunod na talahanayan ay nagbubuod sa mga pangunahing tungkulin ng bawat istasyon sa loob ng isang karaniwang pasilidad ng produksyon:
| Yugto ng Produksyon | Pangunahing Kagamitang Kasangkot | Pangunahing Layunin |
|---|---|---|
| Paghahanda ng Materyal | Ball Mill, Mga Slurry Tank | Pagkamit ng pare-parehong particle fineness at slurry density. |
| Dosing/Paghahalo | Mga Awtomatikong Timbangan, High-speed Mixer | Tumpak na pagbabalangkas ng kemikal at pagsisimula ng paglabas ng gas. |
| Casting | Molds, Distribution Car | Pagbuhos ng pinaghalong para sa pare-parehong pagpapalawak ng dami. |
| Cutting | Mga Vertical at Horizontal Cutting Machine | Paghubog ng berdeng cake na may mataas na dimensional na katumpakan. |
| Autoclaving | Mga Autoclave na may mataas na presyon | Inducing ang hydrothermal reaction para sa huling lakas. |
| Packaging | Mga Separator, Palletizer | Inihahanda ang tapos na produkto para sa logistik at imbakan. |
Konklusyon
Ang linya ng produksyon ng block ng AAC ay kumakatawan sa isang obra maestra ng kemikal at mechanical engineering. Sa pamamagitan ng pagsasama ng automated na dosing, tumpak na pagputol ng wire, at advanced na hydrothermal treatment, ang proseso ay nagko-convert ng mga simpleng mineral sa lupa sa isang solusyon sa gusali. Habang patuloy na binibigyang-priyoridad ng mundo ng konstruksiyon ang kahusayan sa enerhiya at pagbabawas ng carbon, ang papel ng linya ng produksyon ng block ng AAC ay mananatiling mahalaga sa paghubog ng mga napapanatiling lungsod sa hinaharap.